11 Basic differences between pipe and tube
Steel pipe is a common metal building material in people's production and life. We often use the words Pipe and Tube, and everyone also believes that they are the same. In fact, there are some key differences between the words pipe and tube.
There are 11 main differences between pipe and tube.

1. Shape
Pipe always is round shape.But tube can be any shape of hollow section.
Pipes are usually cylindrical, with different data for inner and outer diameters, while pipes can have various shapes such as circular, square, rectangular,or special shape. The different shapes of pipes enable them to be used for a wide range of applications, including structural and architectural purposes.
2. Manufacturing Process
There are some differences in the manufacturing process of Pipe and Tube, and in general, the process of Tube is more complex. For example, in the ERW process, for the same material, steel hollow sections are first round and then square shaped. The square tube has an additional process.
Manufacturing Process | Pipe Manufacturing Process |
Tube Manufacturing Process
|
||
Seamless | Mandrel Mill Process | 1.Heating the Steel Billet 2. Rotary Piercing 3.Mother Hollow Formation 4.Plug Milling 5.Single Pass Inside Diameter Achievement 6.Final Sizing and Cooling 7.Cutting and Inspection 8.Packaging and Distribution |
Generally,the tube manufacturing process involves more production stages than the pipe manufacturing process.Because when the shape of the steel tube is not circular, they need to change from a circular steel tube to a square, rectangle, oval, and so on
|
|
Mannesmann Plug Mill Pipe Manufacturing Process | 1.Billet Heating 2.Pilgering or Rotary Piercing 3.Plug Milling 4.Multi-Stage Reduction 5.Stretch Reducing Mill 6.Cooling and Straightening 7.Cutting and Inspection 8.Packaging and Distribution |
|||
Forged Seamless Pipe Manufacturing Process | 1.Billet Selection and Heating 2.Forging 3.Piercing or Extrusion 4.Sizing and Reducing 5.Heat Treatment 6.Final Sizing and Inspection 7.Surface Treatment 8.Testing 9.Cutting and Packaging |
|||
Extrusion Processes | 1.Billet Selection and Heating 2.Extrusion 3.Sizing and Reducing 4.Heat Treatment 5.Straightening 6.Surface Treatment 7.Testing 8.Cutting and Final Inspection 9.Packaging and Distribution | In general, the process of manufacturing tubes encompasses a greater number of production stages compared to that of pipes. This is particularly true when the steel tube has a non-circular shape, requiring a transformation from a circular form to shapes such as square, rectangle, oval, and the like. | ||
Welded | ERW | 1.Coil Selection and Uncoiling 2.Shearing and End Preparation 3.Forming 4.High-Frequency Induction Welding 5.Seam Heat Treatment 6.Sizing 7.Cutting and Straightening 8.Non-Destructive Testing (NDT) 9.End Finishing 10.Final Inspection and Coating 11.Packaging and Distribution | ||
LSAW | 1.Plate Preparation 2.Edge Milling 3.Forming 4.Pre-Welding 5.Inside and Outside Welding 6.Ultrasonic Testing (UT) 7.Sizing 8.Hydrostatic Testing 9.End Beveling and Inspection 10.Coating and Marking 11.Final Inspection and Packaging | |||
SSAW | 1.Steel Coil Preparation 2.Edge Milling 3.Forming 4.Submerged Arc Welding (SAW) 5.Internal Welding 6.Ultrasonic Testing (UT) 7.Alignment and Sizing 8.Hydrostatic Testing 9.End Beveling and Inspection 10.Coating and Marking 11.Final Inspection and Packaging | |||
The production process of Pipe is relatively simple. The production process of Tube is relatively complex. This has also led to higher prices for Tubes.
Pipes are commonly manufactured through processes like seamless or welded methods, where a round steel bar is heated and then stretched or formed into the desired shape
Tubes are formed by heating a round steel billet and then punching and squeezing it into a mold. Alternatively, the metal strip can be formed by forming and welding. Or by forming some steel pipes through cold drawing, etc.
3. Size
3.1 Pipe Size
Most of Pipe size follow relevant steel pipe standards for production.For example(ASTM,API 5L)
Pipes are typically specified by their Nominal Pipe Size(NPS) and Wall Thickness(WT), and typically follow standard sizes to be compatible with fittings and related components.
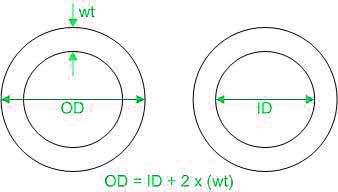
Inner diameter(ID)=Outer diameter(OD)-2*Wall Thickness
The key attributes defining a pipe include its outer diameter and wall thickness. To derive the inner diameter, subtract twice the wall thickness from the outer diameter. The inner diameter plays a crucial role in the pipe's fluid-carrying capacity. It's important to note that the nominal pipe size(NPS) may not precisely match the actual diameter; rather, it serves as a general reference point.
3.2 Tube Size
The key characteristics of a steel tube are its outer diameter and wall thickness. These parameters are typically measured in inches or millimeters, with the indicated outer diameter representing the actual external size.
3.3 Pipe Wall Thickness VS Tube Wall Thickness
The metal pipe's wall thickness is designated by a "schedule" value (commonly sch.40, Sch.STD., Sch. XS, Sch. XXS, etc.). If two pipes have different nominal diameters but share the same schedule value, their wall thicknesses will vary.
The thickness of a steel tube is indicated in inches or millimeters. In the case of tubing, the wall thickness is also gauged using a specific nomenclature.
3.4 Product Specifications
The maximum diameter for pipes can reach 80 inches or even larger.
For circular tubes, the maximum diameter can also achieve 80 inches or more. The maximum diameter for square tubes can reach 1200*1200mm, and for rectangular tubes, it can reach 800*1200mm.
4. Application
Pipes are commonly used for fluid transportation.
Pipes are predominantly utilized for conveying fluids and gases, often in industries such as oil and gas, plumbing, and construction.
Tubes are typically used for structural support.
Tubes have diverse applications, including in structural frameworks, mechanical components, heat exchangers, and architectural designs, due to their versatility in shape and size.
5.Definition
What is pipe?
A pipe is a tubular section or hollow cylinder designed to convey fluids, such as liquids or gases. Pipes are generally categorized by their nominal diameter (DN) and schedule, which indicates their wall thickness. Pipes come in various materials, including metals, plastics, and ceramics. They serve multiple purposes, from transporting water and gas to supporting structural frameworks.
What is tube?
A tube is a hollow cross-section that typically has a circular, elliptical, square, or rectangular cross-section. Tubes have a wide range of applications and can be applied to structural components, mechanical engineering, heat exchangers, and other professional purposes.
6.Delivery time
Pipes delivery time can be short.Of course, except for special circumstances.
Tubes delivery time is generally longer.Some tubes with high customization difficulty need to be customized six months in advance at the earliest.
7.Tolerance
The tolerance setting for Pipe is available, but it is relatively loose.
The tolerance setting for Tube is very strict, Throughout the manufacturing process, tubes necessitate a comprehensive quality inspection of all dimensions, including straightness, roundness, wall thickness, and surface conditions.
8.Pipe Strength VS Tube Strength
Pipe strength is not the main consideration point.
Tube strength is the main consideration point.There are strict inspection standards for yield strength, tensile strength, impact value, and other aspects related to the strength of steel tubes.
9.Pipe Cost VS Tube Cost
Generally,pipe cost is lower.
Tube cost is higher than pipe cost.Of course, this is when using the same raw materials and production processes.
10.Pipe Raw Material VS Tube Raw Material
Pipes can be made from a wide range of materials, such as steel, copper, plastic, and more. This versatility allows pipes to meet the diverse needs of different industries and applications.
The materials commonly used in tubes are limited, such as carbon steel, low-carbon alloys, stainless steel, and nickel alloys. For example, some general mechanical applications may choose carbon steel tubes because they are economical and suitable for general purposes. For situations that require anti-corrosion performance, stainless steel tubes may be chosen. This diversity ensures that pipelines can perform optimally in different environments and applications.
11.Pipe End Connection Method VS Tube End Connection Method
Pipe end connection methods are Flat groove, groove, screw。
Threaded and grooved ends provide convenient options for swift on-site connections. This tubes for faster assembly and disassembly, enhancing efficiency in various applications. Threaded ends involve the use of threaded fittings, while grooved ends utilize a groove-and-coupling system, both offering flexibility for quick and secure installations in diverse settings.
Summarize
In conclusion, the distinctions between pipes and tubes are fundamental yet critical for various industries and applications. Whether it's the method of measurement, manufacturing processes, or the intended use, understanding these differences ensures the proper selection and utilization of these tubular structures. Pipes and tubes, each with its unique characteristics, continue to play indispensable roles in engineering, construction, and countless other fields. The nuances in their definitions, shapes, and functionalities underscore the importance of precision in design and application, reflecting the intricate tapestry of engineering that surrounds us.